課題解決実績– category –
-

インジェクション金型:アンダーカットのある成形品
【スライドコア加工方式と傾斜ピンの角度について】 アンダーカット(コアまたはキャビ面にある突起物)が、パーティング(コアとキャビの境界:金型を開くライン)面より、上または下に付いている場合、スライドコア加工方式にてほとんどの成形品の問題を... -
インジェクション金型:内側にネジ加工のある成形品の金型制作方法
【①モーターラック式金型】 内側のネジ加工部分は、金型が開く前にモーターラック(回転するモーターをラックで固定したもの)を作動させ、内部を移動、ネジ部が壊れないように金型を先に開きます。 その後、全体の金型を開き、成形品を取り出す方法です。... -
ステンレスからABS樹脂への変更で課題解決!
病院内で使用するボンベ等を乗せるキャスターの部品は、本来、ステンレス製がほとんどでした。 今回、発注いただいた酸素ボンベなど重い物を乗せるキャスターの場合は、移動時に大きな音が発生するので、改善しなければなりませんでした。 【】 音の問題は... -
老朽化した金型の対処法について
【成形後の加工】 成形品の両側に⌀3.2の穴があり、⌀3のシャフトを通すバケット生産の金型ですが、30年以上経っている金型ですので、老朽化しています。そのため、寸法上の問題が発生しました。そこで、成形後のドリル(ボール盤)加工を追加し、寸法公差内... -
廃棄金型について
休眠金型(7年以上生産使用していない金型)の整理を年に1回~2回実施しています。 7年以上受注生産のない製品でも時折、必要なこともありますので、廃棄についてはいろいろと問題があり、慎重に対処しなければならず、大変です。 また1年以上協力会社預け... -
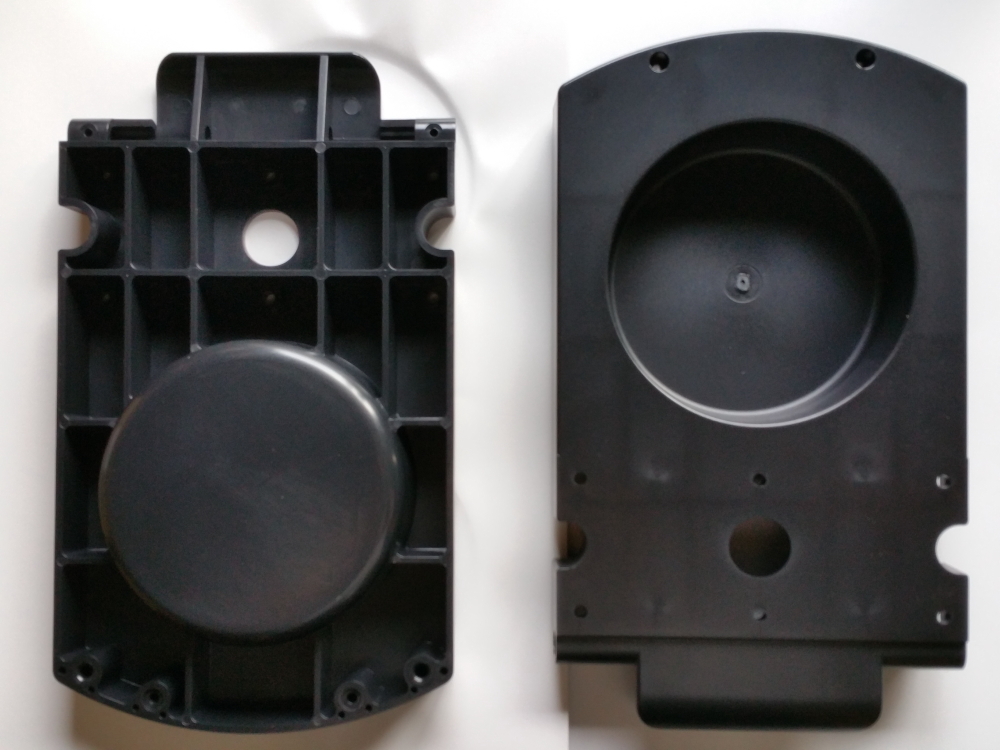
冷却タンクの改造について
生産する成形機が、非常に大きく、しかも製品自体の重量も560gあり、ヒケ等の問題が発生しました。 そこで、金型の冷却タンクを大きく改造、また、ストッパープレート部品を追加することで、問題点の解決、及び、1時間当たりの生産量もアップしました。 -
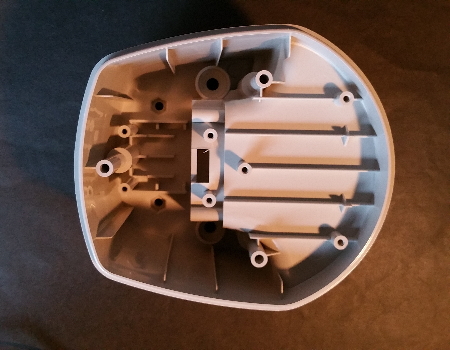
材質変更による問題点(ABSからPCへ)
ABS樹脂で初めはスタートしましたが、割れ及び耐熱に問題が発生しました。(耐熱温度は100°以上必要)そこで、いろいろと材質を変えてテストを繰り返した結果、PC(ポリカーボネート)に落ち着きました。 しかし、また問題が発生。 量産になると金型温度が... -
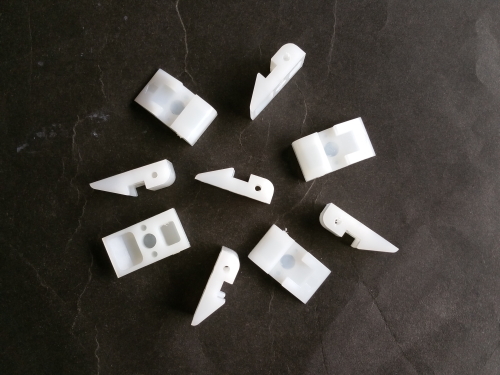
電磁弁のコイルボビン
銅線0.03㍉を巻くコイルボビンは、当初、直圧成型による(プリミックス)製品でしたが、使用数量が多いため、直圧成型よりインジェクション成型の方が良いと思われました。 しかし、インジェクション成型にすると、両サイドツバ部分で割れが発生しました。... -
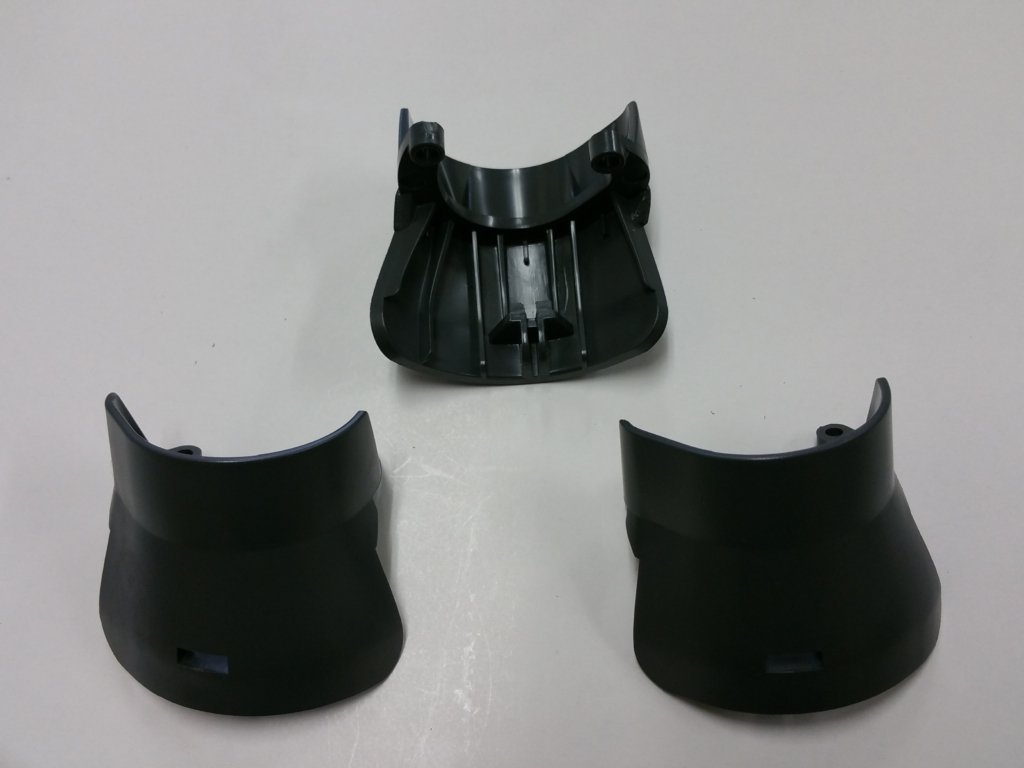
外周120°(円筒形の成形品)の面に文字を挿入
合成樹脂(円筒形状)の成形に文字を挿入する場合、60°の範囲内なら問題が無いと思いますが、120°の広さになると金型加工上無理がありました。 故にスライド側のフィンガーピンの長さと角度を大きく取る事で文字が綺麗に入りました。 (注意:文字を直接金... -
強度アップ、インサート同時成形
合成樹脂成形後、外周に三カ所ネジ加工を追加しました。 長時間使用のため、2次加工の箇所から割れが発生しました。 故に内側へBSBM(真鍮)のインサートを同時成形し、その後、外周に三カ所(成形部+インサート部)加工しました。 結果、長時間の使用に...





12